







Why Choose Us



 Resin Sand Casting
Resin Sand Casting
What Is Resin Sand Casting Resin Sand Casting process is a kind of floor molding process by using the resin sand as the molding material. Resin sand is a kind of mixture of quartz sand and resin. After mixing and buring, the resin sand could become very hard and solid, so we called it as the hard mold. The iron casting made by resin sand will be usually called as resin sand casting. Since resin sand mold is very hard and solid, and it has smooth surfaces, so the resin sand casting has more accurate dimensions and better surface smoothness, and less sand residual and casting defects on the surfaces and inside. Pouring Metal Liquid To Cavity What Metal We Cast Grey Iron: HT150, HT200, HT250; EN-GJL-100, EN-GJL-150, EN-GJL-200, EN-GJL-250, EN-GJL-300; GG15, GG20, GG25, GG30 Ductile Cast Iron:GGG40, GGG45, GGG50, GGG60, GGG70, GGG80; EN-GJS-400-10, EN-GJS-40-15, EN-GJS-40-18, EN-GJS-500-7, EN-GJS-600-3, EN-GJS-700-2, EN-GJS-800-2; QT400-18, QT450-10, QT500-7, QT600-3, QT700-2, QT800-2 Grey Iron Sand Castings How We Inspect The Sand Casting Our ARL360 Spectrometer checks 20 chemical elements and metallurgical microscope products high-resolution images 1,000 times magnified, Hengchang has a full range of inspection capabilities in house, which include: 1) Spectrographic and manual quantitative analysis 2) Metallographic analysis 3) Brinell, Rockwell hardness inspection 4) Mechanical property analysis Chemical Composition Test Step For Sand Casting Process 1)Making Pattern Patterns are made of wood or aluminium .Generally, the costs of the aluminium patterns will be the highest, but it is the most suitable if the parts need thousands quantity with higher dimensional tolerance and better surface quality. 2)Molding Process The sand will be mixed by the treatment equipment, then shoot into the sand boxes. The workers will make sure the sand can be filled to all positions, and make the sand as solid as possible. 3)Self-Hardening of Resin Sand Mold After molding by workers, the sand is still loose. Then, the sand mold will be coated by a type of alcohols based coating, after buring, the resin sand mold become very solid. So the process is called as hard mold casting process. 4)Meltting and Pouring Medium frequency eletrical furnaces are used to melt scrap irons for resin sand casting prrocess 5)Sand Blasting,Cleaning and Cutting gate system The shot blasting process is to remove the sand and oxides, then cut off the gating systems, and grind the gating position, flash, parting lines. Finally, the rough casting is ready. If need seconday processes like surface treatment or machining. The parts will be sent to the next workshops. Resin sand casting workshop The Facilities Of Resin Sand Casting We use the professional equipment to produce the high quality and big volume metal castings.The main materials are grey iron and ductile iron Pattern Workship Patterns For Resin Sand Casting Sand Warehouse Sand Core Molding Machine Shot Blasting Machine Customed Resin Sand Casting Parts Custom Blade Ductile Iron Casting Custom Bearing Custom Pully Ductile Iron Valve Sand Casting Ingot Furnace Casting Grey Pump
Read More Green Sand Casting
Green Sand Casting
What is Green Sand Casting Green sand casting is one of the most popular methods used in mold sand technology and applied in metal casting foundries, as the clay is rich, easy available, and the cost is very low. Green Sand is also called as wet sand,wet clay sand or moist sand in China. The Term "green sand" is not about the color of the sand but it expresses the moisture nature of the molding sand which is not dried or baked.The property of green sand in casting is wet.The sand is called green because of sand moisture as same as green wood before the moisture is dried out when the molten meta is pured into the sand mold. Mold What Material We Cast Grey Iron: HT150, HT200, HT250; EN-GJL-100, EN-GJL-150, EN-GJL-200, EN-GJL-250, EN-GJL-300; GG15, GG20, GG25, GG30 Ductile Cast Iron:GGG40, GGG45, GGG50, GGG60, GGG70, GGG80; EN-GJS-400-10, EN-GJS-40-15, EN-GJS-40-18, EN-GJS-500-7, EN-GJS-600-3, EN-GJS-700-2, EN-GJS-800-2; QT400-18, QT450-10, QT500-7, QT600-3, QT700-2, QT800-2 Grey Iron Castings How We Inspect The Sand Casting Our ARL360 Spectrometer checks 20 chemical elements and metallurgical microscope products high-resolution images 1,000 times magnified, Hengchang has a full range of inspection capabilities in house, which include: 1) Spectrographic and manual quantitative analysis 2) Metallographic analysis 3) Brinell, Rockwell hardness inspection 4) Mechanical property analysis Metallographic Analysis Steps fro Green Sand Castings 1)Assemble the sand mold The first step of mold assembly is to partially fill the drag with sand. The pattern, core print, cores, and gating system are placed near the parting line. The cope is then assembled dto the drag. Additional sand is poured on the cope half until the pattern, core, and gating system are covered, and then the sand is compacted by vibration and mechanical means. Excess sand is removed with a strike off bar. Now that the mold is formed, the cope is removed from the drag so the pattern can be extracted from the mold. Pattern extraction is undertaken carefully to avoid breaking or distorting the newly formed mold cavvity. This is facilitated by disigning a draft, a vertical taper perpendicular to the parting line.The draft taper is usually at least 1°. The rougher the surface of the pattern, the more the draft to be provided. Before it can be filled with liquid metal, the complete mold needs to be prepared; the mold cavity is often lubricated with mold washes to facilitate casting removal. Then the cores are positioned, additional mold materials such as cope rope are added to help prevent rut-outs, and the mold halves are closed and securely clamped together; the cope and drag sections maintain proper alignment with the aid of pins and guides. The mold halves ust remain secure so liquid metal can not leak through the parting line. Before pouring flaskless molds, wood or metal pouring jackets are often place around the mold and weights are set on the top to keep the cope from lifting. 2)Pouring Liquid Metal Molten metal enters the mold cavity through a gating system. 3)Waiting The Metal Cool 4)Dig Out The Castings After the casting has cooled, it is broken out of the sand mold. Cavity With Core Waiting For Pouring Shakout The Facilities for Green Sand Casting Tooling For Castings Pattern Mixed Surface Sand Molding Equipment Moulding Flask Metal Board Sand Core Machine Shot Blasting Our OEM Green Sand Casting Parts Big Hand Pliers Grey Iron Dinner Plate Ductile Iron Castings Grey Iron Castings Barbecue Board Exhaust Shaft Custom Diesel Parts Custom Disposer Parts
Read More Vacuum Casting
Vacuum Casting
What Is Vacuum Casting The V-process employs a sand mold that is devoid of binders and moisture. The force exerted due to pressure of vacuum holds the shape of the casting in the internal cavity of the mold. Because the special patterns for the vacuum molding casting process, thin plastic sheet is placed over the casting pattern in the vacuum system and vacuum pressure is applied that allows the sheet to mold into the casting pattern. Pattern For Casting What Material We Cast Grey Iron: HT150, HT200, HT250; EN-GJL-100, EN-GJL-150, EN-GJL-200, EN-GJL-250, EN-GJL-300; GG15, GG20, GG25, GG30 Ductile Cast Iron:GGG40, GGG45, GGG50, GGG60, GGG70, GGG80; EN-GJS-400-10, EN-GJS-40-15, EN-GJS-40-18, EN-GJS-500-7, EN-GJS-600-3, EN-GJS-700-2, EN-GJS-800-2; QT400-18, QT450-10, QT500-7, QT600-3, QT700-2, QT800-2 Cast Steel Alloys Ready Metal Liquid How We Inspect The Vacuum Casting Our ARL360 Spectrometer checks 20 chemical elements and metallurgical microscope products high-resolution images 1,000 times magnified, Hengchang has a full range of inspection capabilities in house, which include: 1) Spectrographic and manual quantitative analysis 2) Metallographic analysis 3) Brinell, Rockwell hardness inspection 4) Mechanical property analysis 5)visual test Physical Test Steps For Vacuum Casting 1)Have a High-Quality Master Model Vacuum casting process requires you to have a high-quality master model. The high-quality master model can be the industrial part itself. Additinally, you can use a modeal created using stereo lithography, which is a case for the prototyping applications.You should always ensure that the master model being used is of the correct dimensions and looks.This is to ensure that no flaws are transferred to the model prototype after finishing the process. 2)Cure Process The master model is then encapsulated into a two-part aluminum mold.The mold is cured under high temperatures to ensure that the two parts stick together.This is used to strengthen the mold and make it more durable.After the mold is cured, it is cut open to reveal a hollow space at the center, which has the exact dimensions of the master model. After the mold is cut into two, it is placed in the vacuum chamber. Then, later on, the mold is filled with tthe designated material to make a product. 3)Filling the resin You should fill the mold with the designated material. The resin replicates the characteristics of industrial material. The resin material is usually mixed with metallic powder of any coloring pigment to achieve aesthetic or specific functional properties. After the mold is filled with the resin material, it is placed in the vacuum chamber. It is placed in the vacuum chamber to ensure that there are no air bubbles in the mold. This is to ensure that the final product is not ruined or damaged. 4)Fina cured process The resin is placed in the oven for the final cured stage. The mold is cured in high temperatures to ensure that the material is strong and durable. The silicone mold is removed from the mols so that it can be used in make more prototypes. After the prototye is removed from the mold, it is painted and decorated. The painting and designs are used to ensure that the product has a gorgeous final look. Make Master Model The Benefits Of Vacuum Casting 1) High Precision and fine detail to the finished products 2) Lowers the production costs 3) High quality of the products 4)A great method when you want to meet a deadline Spray Master Model The Facilities For Vacuum Casting Vacuum Casting Machine Spray Core Machine Flask Sand Core Pattern Casting Process Quench Equipment Tempering Equipment Custom Vacuum Casting Parts
Read More Shell Moulding Casting
Shell Moulding Casting
Shell Moulding Shell moulding, also known as shell-mould casting, is an expendable mould casting process that uses resin covered sand to form the mould. As compared to sand casting, this process has better dimensional accuracy, a higher productivity rate, and lower labour requirements. It is used for small to medium parts that require high precision. Shell mould casting is a metal casting process similar to sand casting, in that molten metal is poured into an expendable mould. However, in shell mould casting, the mould is a thin-walled shell created from applying a sand-resin mixture around a pattern. The pattern, a metal piece in the shape of the desired part, is reused to form multiple shell moulds. A reusable pattern allows for higher production rates, while the disposable moulds enable complex geometries to be cast. Shell mould casting requires the use of a metal pattern, oven, sand-resin mixture, dump box, and molten metal. What Material We Cast Grey Iron: HT150, HT200, HT250; EN-GJL-100, EN-GJL-150, EN-GJL-200, EN-GJL-250, EN-GJL-300; GG15, GG20, GG25, GG30 Ductile Cast Iron:GGG40, GGG45, GGG50, GGG60, GGG70, GGG80; EN-GJS-400-10, EN-GJS-40-15, EN-GJS-40-18, EN-GJS-500-7, EN-GJS-600-3, EN-GJS-700-2, EN-GJS-800-2; QT400-18, QT450-10, QT500-7, QT600-3, QT700-2, QT800-2 How We Inspect The Vacuum Casting Our ARL360 Spectrometer checks 20 chemical elements and metallurgical microscope products high-resolution images 1,000 times magnified, Hengchang has a full range of inspection capabilities in house, which include: 1) Spectrographic and manual quantitative analysis 2) Metallographic analysis 3) Brinell, Rockwell hardness inspection 4) Mechanical property analysis 5)visual test Shell Mold Casting Process 1) Making metal patterns Usually the pattern is typically composed of two pieces of different metals, namely iron or steel in the shape as desired for the finished part or component. 2) Making the shell mold The pattern will be heated to requirement degrees and covered in sand.The resin-coated sand grains will bind together and begin to solidify. After about 10 minutes, there are enough sand bonding against the core box walls. And pour out the rest sand, leaving a hollow core. 3)Assembly the shell molds The two shell halves will be joined together by using glue or other fasteners and securely clamped. Then, the shell mold will be placed into a plate. 4)Pouring molten metal Pouring the molten metal into the shell mold's cavity and forming a hardened shell. 5)Removing shell molds After the molten metal has chilled, the outer mold can be broken up and the casting taken out. Advantages Of Shell Mold Casting 1) It can be completely automated which lowers labour costs and facilitates mass production. 2)As no moisture is present in the shell, very few gases are produced and those that are escape through the thin shell walls easily as the sand is permeable 3)The surface quality of shell mold casting is good, compact and not loose.Typical tolerances can reach CT7-CT8, and the surface roughness can reach 0.3-4.0 micrometers 4)Good collapsibility, which is conducive to casting cleaning and improving product performance. 5)Tooling cost are low and short leat times are possible
Read More Continuous Concast
Continuous Concast
Coming soon!Coming soon!Coming soon!Coming soon!Coming soon!Coming soon!
Read More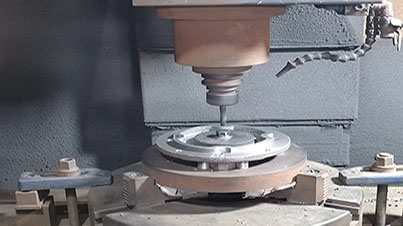 CNC Machining
CNC Machining
Our CNC Machining Computer numerical control (CNC) machining is a subtractive manufacturing process-which means it uses machine tool to remove portions of material from a workpiece till it forms the desired shape. A computer program (also called G-code) controls the sequence by which CNC machine tools (or workpiece) move against each other to create the desired parts. Standard CNC machines include multi-axis CNC milling machines, lathes (or turning machines), and routers. Although all CNC machine types rely on computer instructions to perform subtractive manufacturing, they differ slightly in their modes of operation. For instance, CNC milling machines operate by holding the workpiece in place as the cutting tool rotates against it. In contrast,CNC turing machines create parts by holding the cutting tool in place as the workpiece rotates against it. We specializes in manufacturing OEM custom machining parts with machining center, CNC machines, drill machines and other special tools as per customer's sample or drawings with requirements of strict tolerance and surface roughness. The castings of ferrous and non-ferrous metals are machined at our machining workshop, which can help us have a great advantage in controlling the costs and quality. CNC Machining Process Our Maching Working Shop Types of Metal & Alloys Machined at Our Machining Workshop • Gray Cast Iron• Ductile Cast Iron• Steel Alloys from standard grades to special grades on request.• Aluminum, Zinc and their alloys• Brass and Copper Ductile Iron Material Our Machining Process Drilling Boring Milling Tapping Threading Counterboring Countersinking Knurling CNC Machine Our Precision Machining Equipments CNC Machine Vertical Machining Center CNC Turning Precision Machine Service Facing Machine Milling Equipment Drilling Hole Machining Service Precisions Parts Pump Grey Iron Machining Valve Custom Parts Brass Parts CNC Machining CNC Machined Parts Aluminium Alloy Parts
Read MoreChina Metal Castings, Gray Iron Castings, Ductile Iron Castings
|
Hengchang--- Zhangzhou Hengchang Machinery Manufacturing Co.,Ltd, is one of China's leading suppliers of customized metal parts, was founded in 2006 and located in guihou village, zhangzhou city, fujian province, China, with about 60 workers.
Hengchang is specialized in customized mechanical parts and components with a variety of materials, including grey iron, ductile iron, alloy steel, stainless steel, aluminum, bronze etc., made by casting and machining process . With processes of resin sand casting, green sand casting, shell mold casting, vacuum casting, CNC machining and heat treatment, we have provide a wide range of products.
Our OEM products cover a wide range of industries including train & railway, municipal, foodservice, metallurgy, catering equipment, fitness equipment, automobile & truck, construction machinery, mining machinery, valve and pumps, electric machine, hardware, power equipment and so on.
As a full-service metal foundry, with our rich experienced casting and machining capabilities, we are enable us to produce top quality products for our customers in industry-leading turnaround times. We also offer outsourced surface treatment in China to give our customers one-stop solutions with a cost-effective alternative and quick lead times. Our products sell well at home and abroad, such as in the U.S., Japan, Canada, Russia, Germany, Denmark, Dubai, Hong Kong, and other countries and regions.
Hengchang is an ISO manufacturer. A formal quality assurance program with ISO9001 certification insure that the finished products meet the customers specifications. And we also have very rich international trade experience for many years. We are enjoyed very high reputation with exporting high quality products, and good service.So we do believe we can offer the best service to you. We are looking forward to establish a business relationship with other company all over the world and develop & design new products is also welcome. Please send your detailed RFQ and drawings to us via e-mail or fax.
|
|

15+
Years Experiencesexperienced staff
World wide wes clients
Factory area
 china manufacturer OEM grey iron water pump for engine
china manufacturer OEM grey iron water pump for engine
Warranty: 1 year Model Number: OEM Delivery Time: 7 days Minimum Order: 1 piece Origin: Zhangzhou,China Transportation: Ocean, Land, Air Supply Ability: 5000pcs per month Packing: wooden crate box, carton box, bubble pack
Read More top quality china split plummer block bearing housing manufacturer
top quality china split plummer block bearing housing manufacturer
Warranty: 1 year Model Number: OEM Delivery Time: 7 days Minimum Order: 1 piece Origin: Zhangzhou,China Transportation: Ocean, Land, Air Supply Ability: 5000pcs per month Packing: wooden crate box, carton box, bubble pack
Read More best hunting deer puller skinning claw tool china supplier
best hunting deer puller skinning claw tool china supplier
Warranty: 1 year Model Number: OEM Delivery Time: 7 days Minimum Order: 1 piece Origin: Zhangzhou,China Transportation: Ocean, Land, Air Supply Ability: 5000pcs per month Packing: wooden crate box, carton box, bubble pack
Read More china OEM custom resin sand casting ductile iron machinery parts manufacturer
china OEM custom resin sand casting ductile iron machinery parts manufacturer
Warranty: 1 year Model Number: OEM Delivery Time: 7 days Minimum Order: 1 piece Origin: Zhangzhou,China Transportation: Ocean, Land, Air Supply Ability: 5000pcs per month Packing: wooden crate box, carton box, bubble pack
Read More china OEM custom clay sand casting cement grinder parts foundry
china OEM custom clay sand casting cement grinder parts foundry
Warranty: 1 year Model Number: OEM Delivery Time: 7 days Minimum Order: 1 piece Origin: Zhangzhou,China Transportation: Ocean, Land, Air Supply Ability: 5000pcs per month Packing: wooden crate box, carton box, bubble pack
Read More china grey cast iron exhaust manifold for diesel engine vendor
china grey cast iron exhaust manifold for diesel engine vendor
Warranty: 1 year Model Number: OEM Delivery Time: 7 days Minimum Order: 1 piece Origin: Zhangzhou,China Transportation: Ocean, Land, Air Supply Ability: 5000pcs per month Packing: wooden crate box, carton box, bubble pack
Read More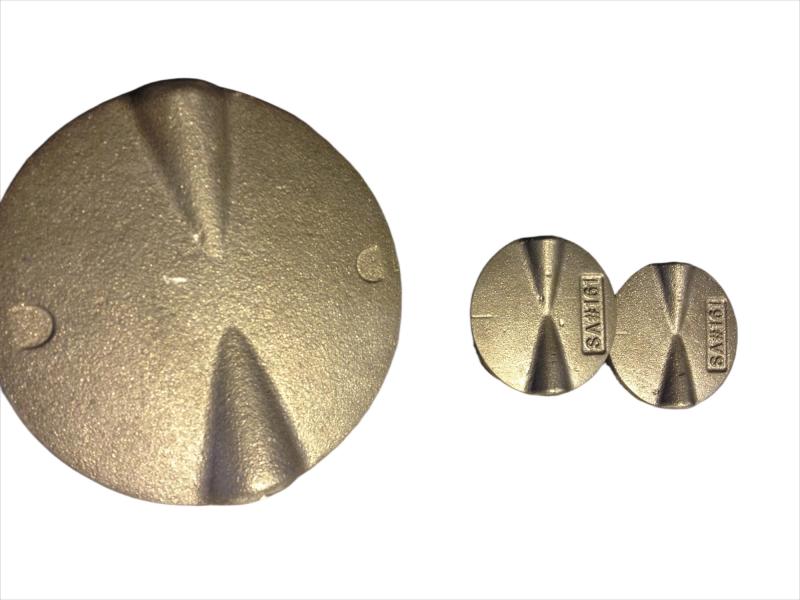 top quality china iron disc/plate for butterfly valve vendor
top quality china iron disc/plate for butterfly valve vendor
Warranty: 1 year Model Number: OEM Delivery Time: 7 days Minimum Order: 1 piece Origin: Zhangzhou,China Transportation: Ocean, Land, Air Supply Ability: 5000pcs per month Packing: wooden crate box, carton box, bubble pack
Read More china storm manhole iron cover or drain grate vendor
china storm manhole iron cover or drain grate vendor
Warranty: 1 year Model Number: OEM Delivery Time: 7 days Minimum Order: 1 piece Origin: Zhangzhou,China Transportation: Ocean, Land, Air Supply Ability: 5000pcs per month Packing: wooden crate box, carton box, bubble pack
Read MoreWe are glad to inform that the new workshop is building as schedule, plan to use it in March. At that time, our production capacity will be double. We are confident in providing metal castings (grey iron & ductile iron) and machined components with good quality and moderate price.

Hengchang Foundry would like to wish all our customers a very happy, healthy and prosperous new year and we look forward to seeing you all again now 2023 has arrived. If you have any new opportunities or quote requests, please feel free to contact us.


We will analyze all aspects of your metal casting project to ensure meet your delivery timeable with the quantity, quality, price and repeatability your demand.





 IPv6 network supported
IPv6 network supported





