
Product categories

Every foundry engineer knows that the secret to a structurally sound metal component does not just lie in the alloy composition; it heavily depends on the invisible plumbing system inside the sand mold. When molten iron reaches temperatures upwards of 1,400°C (2,550°F), its behavior becomes highly unpredictable. It shrinks as it cools, traps ambient gases, and can easily erode sand mold walls if it moves too fast.
To control this volatile fluid dynamics process, foundries utilize a carefully calculated gating system. Within this system, the runner and riser are the two most critical geometric elements determining whether a casting passes ultrasonic inspection or ends up as scrap.
The runner is the primary horizontal conduit within the mold. After the molten metal descends vertically through the sprue, it hits the runner. Its job is not simply to transport metal into the mold cavity; it acts as a precise fluid regulator and a slag trap.
If liquid metal enters the mold cavity at an excessive velocity, it causes severe turbulence. Turbulence leads to sand wash (erosion of the mold) and the entrapment of air, causing gas porosity defects. By calculating and controlling the cross-sectional area of the runner, engineers dictate the flow rate and Reynolds number of the molten metal.
The efficiency of a runner is determined by the Gating Ratio, which is the proportional relationship between the cross-sectional area of the Sprue (As), the Runner (Ar), and the In-gate (Ag).
| System Type | Typical Ratio ($A_s : A_r : A_g$) | Flow Characteristics | Ideal Application |
|---|---|---|---|
| Pressurized | 1 : 2 : 1 or 1 : 1.5 : 1 |
High velocity, keeps the system full of metal, prevents aspiration of air. | Ferrous metals (Grey Iron, Ductile Iron, Steel). Excellent for trapping slag. |
| Unpressurized | 1 : 2 : 2 or 1 : 4 : 4 |
Low velocity, highly laminar flow, minimizes turbulence. | Non-ferrous alloys (Aluminum, Magnesium) that easily oxidize. |
For heavy iron castings, a pressurized runner is often preferred. The runner is designed with a specific trapezoidal or semi-circular cross-section to keep the slag (which is lighter than molten iron) floating at the top, preventing it from passing through the lower in-gates into the actual product.
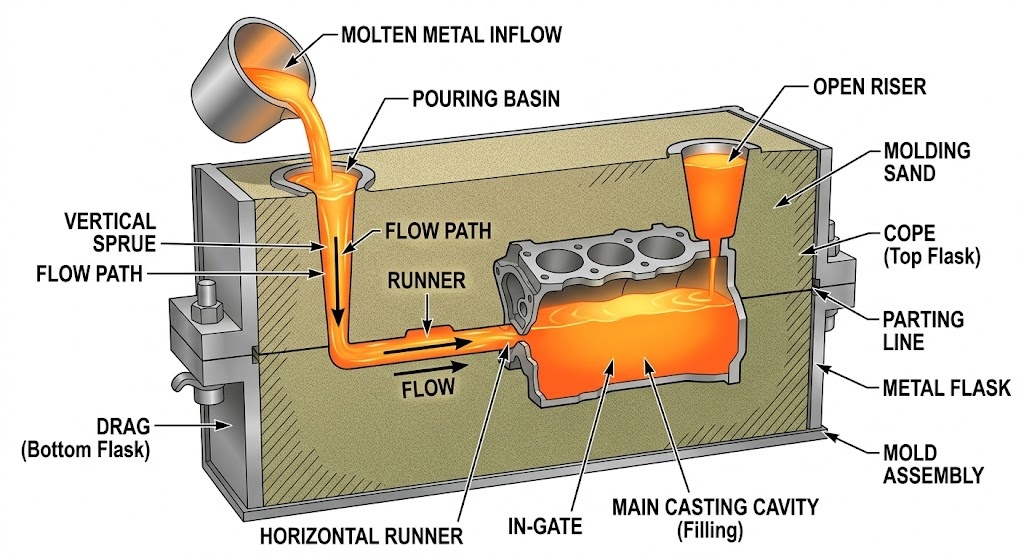
While the runner manages the filling phase, the riser (frequently referred to as a feeder) dictates the solidification phase. Almost all industrial metals experience volumetric shrinkage as they transition from a liquid to a solid state.
| Metal Material | Liquid to Solid Volumetric Shrinkage (%) |
|---|---|
| Aluminum Alloys | 4.0% - 6.0% |
| Plain Carbon Steel | 2.5% - 4.0% |
| Ductile Iron | 1.5% - 3.0% (Requires extensive risering) |
| Grey Iron (High Carbon) | Negative to 1.5% (Graphite expansion offsets shrinkage) |
If a mold cavity cools without a riser, this volumetric shrinkage will create internal voids, known as shrinkage cavities, severely compromising the mechanical strength of the part. The riser acts as an external reservoir of extra molten metal. As the main casting shrinks, the liquid metal in the riser relies on gravity and atmospheric pressure to feed the casting, compensating for the lost volume.
For a riser to effectively feed a casting, the metal inside the riser must remain in a liquid state longer than the metal in the casting itself. This principle of directional solidification is governed by Chvorinov's Rule, an essential metallurgical formula:
t = B (V / A)n
Where T is the solidification time, V is the volume of the casting, A is the surface area, and B is the mold constant. To maximize solidification time, foundry engineers design risers with the lowest possible surface-area-to-volume ratio. This is why you will almost always see risers shaped as cylinders or spheres, rather than flat rectangles.
[Image illustrating the difference between a blind riser and an open riser in sand mold casting]
Understanding the fundamental thermodynamics of runners and risers is what separates standard foundries from world-class manufacturing partners. Miscalculating a runner's choke area leads to severe misruns and slag inclusions, while an undersized riser guarantees internal porosity in heavy sections.
At Hengchang Machinery Manufacturing, the exact dimensions of every gating system are engineered using advanced principles before the first drop of molten iron is poured. Whether we are utilizing resin sand casting for a massive 1,500kg Ductile Iron Bearing Block, or Clay Sand Casting for high-volume commercial cast iron griddle plates, controlling thermal gradients and flow velocity is a strict protocol. By meticulously balancing riser modulus parameters and utilizing optimized pressurized runner systems, we eliminate internal shrinkage, ensure metallurgical density, and deliver structurally flawless custom casting parts to global industrial sectors.

We will analyze all aspects of your metal casting project to ensure meet your delivery timeable with the quantity, quality, price and repeatability your demand.





 IPv6 network supported
IPv6 network supported



